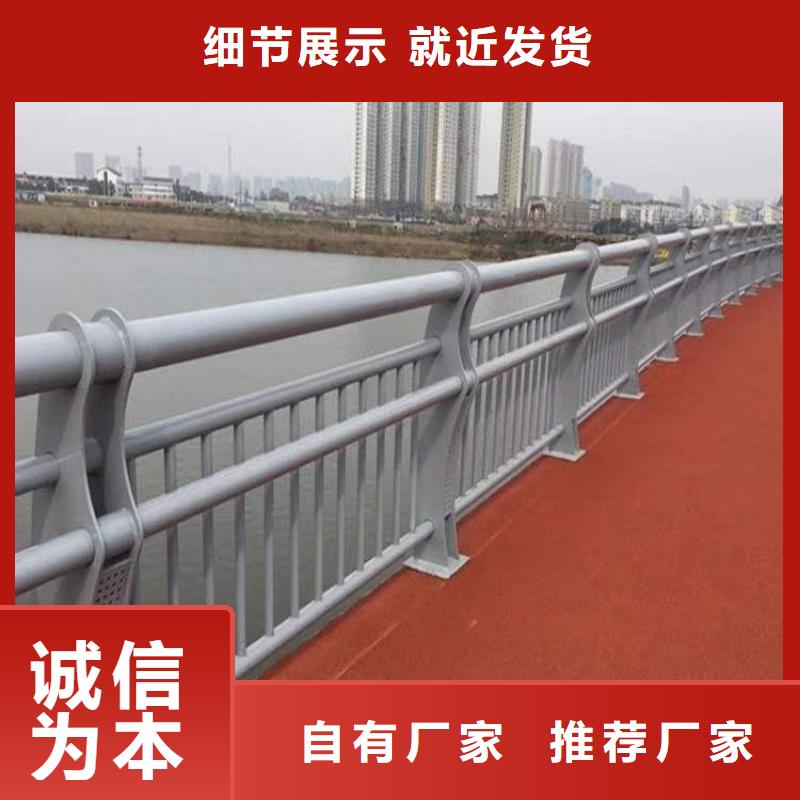
观看我们的产品视频,就像打开了一扇通往昌都【本地】防撞护栏 道路隔离栏多家仓库发货产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
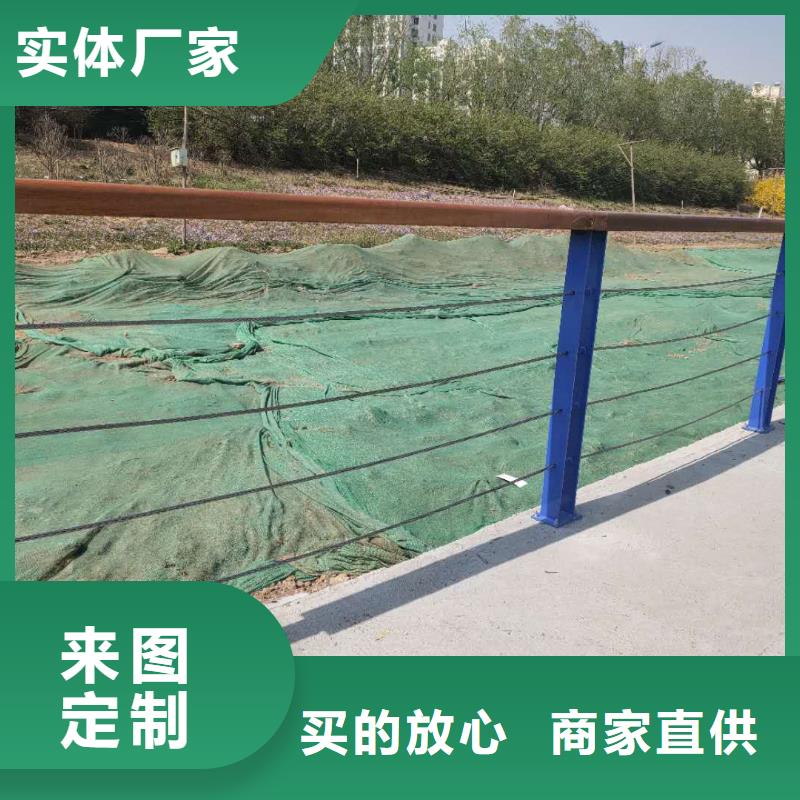
以下是:昌都昌都【本地】防撞护栏 道路隔离栏多家仓库发货的图文介绍

继续推进农村客运站场建设。加强国边防公路、口岸公路等专项建设。构建大通道,、上海合作组织、东盟区域合作以及中俄地区合作规划等涉及的口岸公路建设。口岸公路等级和路面状况,通往 重要陆路口岸的公路基本实现高等级化。 未来高速公路建设重点——将形成上规模的高速公路系统时期,我。基本完成2004年审规划,建成比例超过90%,通车里程达到3万公里。规划中的 高速公路新增路线建设;支持纳入 区域发展规划、对加强省际、区域和城际联系具有重要意义的高速公路建设,主要通道的通行能力;继续完善疏港高速公路和大中城市绕城高速公路等建设。 在批准的规划(2013年-2030年)中提到,2030总规模约18万公里,另规划了8万公里的远期展望线。这其中全国有由7条首都放射线、11条北南纵线、18条东西横线以及部分地区环线、并行线、联络线等组成,将形成上规模的高速公路系统。 高速公路护栏用钢约300万吨因公路用钢的主体是高速公路护栏、公路桥梁、涵洞和护坡,一般路基用钢很少。而护栏是道路设施的重要组成部分,也是高速公路主要耗钢部分。故本文公路用钢量的估算主要指高速公路护栏用钢,桥梁与用钢本文不做估算。


目前市场上有一种GRC(玻璃纤维增强水泥)复合隔离栅立柱,这种隔离栅立柱外形为矩形和圆形两种,立柱由镁质胶凝材料、玻璃纤维、竹筋增强材料、挂钩和改性PVC外壳组成,具有环保节能、结实耐用、安装方便、没有再利用价值、防止偷盗等优点。 在公路护栏设置中如何规范化,我们先要了解各种道路护栏的不同作用,河道护栏有保护河道的作用,交通隔离护栏有规范交通的作用,各不相同道路护栏的作用,那么公路护栏的作用就是规范交通,那公路护栏的设置有哪些需要规范的呢。 人行道隔离护栏:设置于城市道路人行道上贴近路缘石一侧的隔离护栏,是警示和强制行人和车辆分道行走和行驶的设施。机隔离护栏:这种护栏主要是一种道路规范工作的体现,因为在一般的交通行驶过程中,我们的隔离带只要是对一些机动车和非机动车进行隔离工作,这对于我们交通行驶有很大的帮助。 公共汽车道隔离护栏:设置于公共汽车两侧,与其它车道分隔的隔离设施。移动式隔离护栏:这种隔离护栏的机动性是比较强的,在进行交通改造的路段我们就可以临时使用一些移动式护栏进行道路的设置和安排,对于规划交通有很大的帮助。



20年 镀锌喷塑防撞栏、领域深耕
经验丰富
多种 镀锌喷塑防撞栏、产品型号
可供选择
多种 镀锌喷塑防撞栏、产品配件
快速匹配
雄厚的技术力量
质量有保障
镀锌喷塑防撞栏、厂家直销
价格合理

高速公路护栏板有什么样的要求标准。公路护栏在我们生活中起到了重要的作用,它被广泛用于家中、马路上为我们的起到了保驾护航的作用,下面来了解一下高速公路护栏的要求:标准护栏板总长度4320毫米(安装完毕后净剩4米)立柱间距4米。 两波形梁护栏板的宽度310mm,波高85mm,板厚:3mm、4mm;理论重量:3mm厚的为416kg,4mm厚的为655kg;每公里3MM厚的重13吨,4MM厚的重1388吨。三波形梁护栏板的规格长4320毫米,波宽505毫米,波高85mm,板厚:4mm;理论重量:102kg,配合130*130的方管立柱。 立柱:规格Φ11Φ140mm长度根据要求一般为85米、95米、2米、15米壁厚5MM;理论重量:Φ114的115kg/m、Φ140mm的104kg/m.标准段每公里用250块护栏板。立柱间距4米,每公里用250根立柱,端头2个,柱帽250个,防阻块250个,连接螺栓250套,拼接螺栓2000套。 公路护栏的使用寿数比较的长,磨损的时刻越长,越能锌钢护栏的共同神韵,可是,在这个过程中,是不能不保护的,若是不注意到热镀锌护栏的保护问题,并不能够坚持锌钢护栏的完。锌钢护栏设备如院子大门、院子围栏、门匾、院子里的铁点缀等。






 扫一扫
扫一扫